
Laserytbehandling är en teknologi som använder laserstråle med hög effekttäthet för att värma materialytan på ett beröringsfritt sätt, och realiserar dess ytmodifiering genom ledande kylning av själva materialytan.Det är fördelaktigt att förbättra de mekaniska och fysikaliska egenskaperna hos materialytan, såväl som slitstyrkan, korrosionsbeständigheten och utmattningsbeständigheten hos delarna.Under de senaste åren har laserytbehandlingsteknologier såsom laserrengöring, lasersläckning, laserlegering, laserchockförstärkning och laserglödgning, såväl som laserbeklädnad, 3D-laserutskrift, lasergalvanisering och andra lasertillverkningstekniker inlett breda tillämpningsmöjligheter .

1. Laserrengöring
Laserrengöring är en snabbt utvecklande ny ytrengöringsteknik, som använder högenergipulslaserstråle för att bestråla arbetsstyckets yta, så att smutsen, partiklarna eller beläggningen på ytan kan avdunsta eller expandera omedelbart och på så sätt uppnå rengöringsprocessen och rening.Laserrengöring är huvudsakligen uppdelad i rostborttagning, oljeborttagning, färgborttagning, beläggningsborttagning och andra processer;Den används främst för metallrengöring, kulturlämningsrengöring, arkitekturrengöring etc. Baserat på dess omfattande funktioner, noggrann och flexibel bearbetning, hög effektivitet och energibesparing, grönt miljöskydd, inga skador på underlaget, intelligens, god rengöringskvalitet, säkerhet, bred användning och andra egenskaper och fördelar, har det blivit allt mer populärt inom olika industriområden.
Jämfört med traditionella rengöringsmetoder som mekanisk friktionsrengöring, kemisk korrosionsrengöring, flytande fast rengöring med kraftig slagpåverkan, högfrekvent ultraljudsrengöring, har laserrengöring uppenbara fördelar.
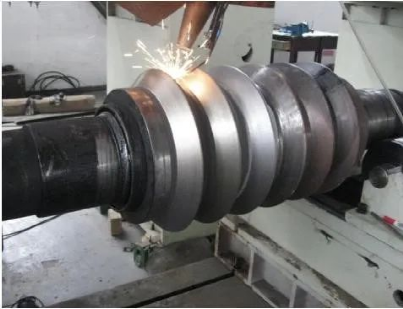
2. Lasersläckning
Laserhärdning använder högenergilaser som värmekälla för att snabbt göra metallytan varm och kall.Släckningsprocessen avslutas omedelbart för att erhålla hög hårdhet och ultrafin martensitstruktur, förbättra hårdheten och slitstyrkan på metallytan och bilda tryckspänning på ytan för att förbättra utmattningsmotståndet.Kärnfördelarna med denna process inkluderar liten värmepåverkad zon, liten deformation, hög grad av automatisering, god flexibilitet för selektiv härdning, hög hårdhet hos raffinerade korn och intelligent miljöskydd.Till exempel kan laserpunkten justeras för att släcka valfri breddposition;För det andra kan laserhuvudet och den fleraxliga robotlänken släcka det angivna området av komplexa delar.Till ett annat exempel är laserhärdning extremt varm och snabb, och härdningsspänningen och deformationen är liten.Deformationen av arbetsstycket före och efter laserhärdning kan nästan ignoreras, så det är särskilt lämpligt för ytbehandling av delar med höga precisionskrav.
För närvarande har lasersläckning framgångsrikt tillämpats på ytförstärkning av känsliga delar inom bilindustrin, formindustrin, hårdvaruverktyg och maskinindustrin, särskilt för att förbättra livslängden för känsliga delar som växlar, axelytor, styrningar, käftar och formar.Egenskaperna för lasersläckning är följande:
(1) Lasersläckning är en snabb uppvärmning och självexciterad kylningsprocess, som inte kräver ugnsvärmekonservering och kylmedelssläckning.Det är en föroreningsfri, grön och miljövänlig värmebehandlingsprocess och kan enkelt implementera enhetlig härdning på ytan av stora formar;
(2) Eftersom laseruppvärmningshastigheten är hög, är den värmepåverkade zonen liten, och ytavsökningsvärmningssläckningen, det vill säga momentan lokal värmesläckning, är deformationen av den behandlade formen mycket liten;
(3) På grund av den lilla divergensvinkeln hos laserstrålen har den god riktning och kan exakt lokalt släcka formytan genom ljusledarsystemet;
(4) Det härdade skiktets djup för härdning av laserytan är i allmänhet 0,3-1,5 mm.
3. Laserglödgning
Laserglödgning är en värmebehandlingsprocess som använder laser för att värma materialytan, utsätta materialet för hög temperatur under lång tid och sedan långsamt kyla det.Huvudsyftet med denna process är att frigöra stress, öka materialets duktilitet och seghet och producera speciell mikrostruktur.Det kännetecknas av förmågan att justera matrisstrukturen, minska hårdheten, förfina korn och eliminera inre stress.Under de senaste åren har laserglödgningsteknik också blivit en ny process inom halvledarbearbetningsindustrin, vilket avsevärt kan förbättra integrationen av integrerade kretsar.
4. Laserchockförstärkning
Laserchockförstärkningsteknik är en ny och högteknologi som använder plasmachockvågen som genereras av en stark laserstråle för att förbättra metallmaterialens anti-utmattning, slitstyrka och korrosionsbeständighet.Den har många enastående fördelar, såsom ingen värmepåverkad zon, hög energieffektivitet, ultrahög töjningshastighet, stark kontrollerbarhet och anmärkningsvärd stärkande effekt.Samtidigt har laserchockförstärkning egenskaperna för djupare kvarvarande tryckspänning, bättre mikrostruktur och ytintegritet, bättre termisk stabilitet och längre livslängd.Under de senaste åren har denna teknik uppnått snabb utveckling och har en stor roll inom flyg-, nationellt försvar och militärindustri och andra områden.Dessutom används beläggningen huvudsakligen för att skydda arbetsstycket från laserbrännskador och förbättra absorptionen av laserenergi.För närvarande är de vanligaste beläggningsmaterialen svart färg och aluminiumfolie.
Laserpeening (LP), även känd som laser shock peening (LSP), är en process som tillämpas inom området ytteknik, det vill säga användningen av pulsade högeffektlaserstrålar för att generera restspänningar i material för att förbättra slitstyrkan (såsom slitstyrka och utmattningsbeständighet) av materialytor, eller för att förbättra styrkan hos tunna materialsektioner för att förbättra ythårdheten hos material.
Till skillnad från de flesta materialbearbetningsapplikationer använder LSP inte laserkraft för värmebehandling för att uppnå önskad effekt, utan använder strålslag för mekanisk bearbetning.Högeffektlaserstråle används för att träffa ytan på målarbetsstycket med högeffekts kort puls.
Ljusstrålen träffar metallarbetsstycket, förångar arbetsstycket till ett tunt plasmatillstånd omedelbart och applicerar stötvågstryck på arbetsstycket.Ibland läggs ett tunt lager av ogenomskinligt beklädnadsmaterial till arbetsstycket för att ersätta metallavdunstning.För att trycksätta används andra transparenta beklädnadsmaterial eller tröghetsinterferensskikt för att fånga upp plasma (vanligtvis vatten).
Plasma producerar stötvågseffekt, omformar arbetsstyckets ytmikrostruktur vid slagpunkten och genererar sedan en kedjereaktion av metallexpansion och kompression.Den djupa tryckspänningen som genereras av denna reaktion kan förlänga komponentens livslängd.
5. Laserlegering
Laserlegering är en ny ytmodifieringsteknik, som kan användas för att förbereda amorfa nanokristallina förstärkta cermetkompositbeläggningar på ytan av strukturella delar enligt olika serviceförhållanden för flygmaterial och egenskaperna hos laserstråleuppvärmning och kondensationshastighet med hög energidensitet, så för att uppnå syftet med ytmodifiering av flygmaterial.Jämfört med laserlegeringsteknik har laserbeklädnadstekniken egenskaperna för litet utspädningsförhållande mellan substrat och smält pool, liten värmepåverkad zon, liten termisk deformation av arbetsstycket och liten skrothastighet av arbetsstycket efter laserbeklädnadsbehandling.Laserbeklädnad kan avsevärt förbättra materials ytegenskaper och reparera slitna material.Det har egenskaperna hög effektivitet, snabb hastighet, grönt miljöskydd och föroreningsfritt och bra prestanda för arbetsstycket efter behandling.
 6. Laserbeklädnad
6. Laserbeklädnad
Laserbeklädnadsteknik är också en av de nya ytmodifieringsteknikerna som representerar utvecklingsriktningen och nivån på ytteknik.Laserbeklädnadsteknik har blivit en forskningshotspot inom ytmodifiering av titanlegeringar på grund av dess fördelar med föroreningsfri och metallurgisk kombination mellan beläggningen och substratet.Laserbeklädnad keramisk beläggning eller keramisk partikelförstärkt kompositbeläggning är ett effektivt sätt att förbättra ytslitagebeständigheten hos titanlegering.Enligt de faktiska arbetsförhållandena, välj lämpligt materialsystem, och laserbeklädnadstekniken kan uppnå de bästa processkraven.Laserbeklädnadsteknik kan reparera olika trasiga delar, såsom aeromotorblad.
Skillnaden mellan laserytlegering och laserytbeklädnad är att laserytlegering är att helt blanda de tillsatta legeringselementen och ytskiktet på substratet i flytande tillstånd för att bilda ett legeringsskikt;Laserytbeklädnad är att smälta all förbeläggning och mikrosmälta substratytan, så att beklädnadslagret och substratmaterialet bildar en metallurgisk kombination och håller sammansättningen av beklädnadslagret i princip oförändrad.Laserlegering och laserbeklädnadsteknik används huvudsakligen för att förbättra ytslitagebeständigheten, korrosionsbeständigheten och graderingsbeständigheten hos titanlegeringar.
För närvarande har laserbeklädnadsteknik använts i stor utsträckning vid reparation och modifiering av metallytor.Men även om traditionell laserbeklädnad har fördelarna och egenskaperna hos flexibel bearbetning, specialformad reparation, användardefinierad tillsats, etc., är dess arbetseffektivitet låg, och den kan fortfarande inte uppfylla kraven för storskalig snabb produktion och bearbetning i vissa produktionsfält.För att möta behoven av massproduktion och förbättra effektiviteten av beklädnad, kom höghastighets laserbeklädnadsteknologi till.
Höghastighets laserbeklädnadsteknik kan realisera kompakt och defektfritt beklädnadslager.Ytkvaliteten på beklädnadslagret är kompakt, metallurgisk bindning med underlaget, inga öppna defekter och ytan är slät.Det kan inte bara bearbetas på den roterande kroppen, utan också på den plana och komplexa ytan.Genom kontinuerlig teknisk optimering kan denna teknik användas i stor utsträckning inom kol, metallurgi, offshoreplattformar, papperstillverkning, civila apparater, bilar, fartyg, petroleum, flygindustrin och bli en grön återtillverkningsprocess som kan ersätta traditionell galvaniseringsteknik.
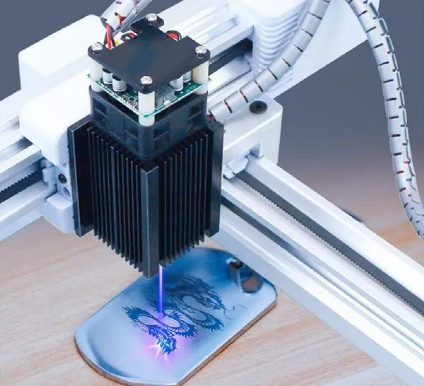
7. Lasergravyr
Lasergravering är en laserbearbetningsprocess som använder CNC-teknik för att projicera högenergilaserstrålen på materialytan och använder den termiska effekten som genereras av laser för att producera tydliga mönster på materialytan.Den fysiska denatureringen av smältning och förgasning av bearbetningsmaterial under bestrålning av lasergravering kan möjliggöra lasergravering för att uppnå bearbetningsändamål.Lasergravering är att använda laser för att gravera ord på ett föremål.Orden snidade av denna teknik har inga hack, ytan på föremålet är slät och platt, och handstilen kommer inte att bäras.Dess funktioner och fördelar inkluderar: säker och pålitlig;Exakt och noggrann, precisionen kan nå 0,02 mm;Spara miljöskydd och material under bearbetning;Höghastighetsgravyr i hög hastighet enligt utgående ritningar;Låg kostnad, inte begränsad av bearbetningskvantitet etc.
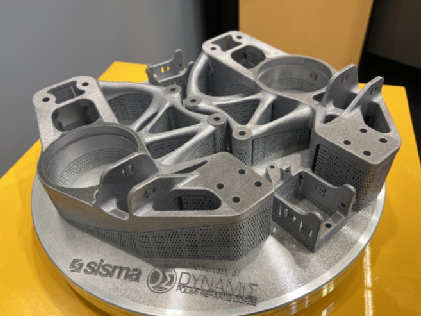
8. Laser 3D-utskrift
Processen använder laserbeklädnadsteknik, som använder laser för att bestråla pulverflödet som transporteras av munstycket för att direkt smälta det enkla ämnet eller legeringspulvret.Efter att laserstrålen lämnat stelnar legeringsvätskan snabbt för att realisera en snabb prototypframställning av legeringen.För närvarande har det använts i stor utsträckning inom industriell modellering, maskintillverkning, flyg, militär, arkitektur, film och tv, hushållsapparater, lätt industri, medicin, arkeologi, kultur och konst, skulptur, smycken och andra områden.
9. Typiska industriella tillämpningar av laserytbehandling och återtillverkning
För närvarande används laserytbehandling och additiv tillverkningsteknik, processer och utrustning i stor utsträckning inom metallurgi, gruvmaskiner, formar, petroleumkraft, hårdvaruverktyg, järnvägstransitering, flyg, maskiner och andra industrier.
10. Tillämpning av lasergalvaniseringsteknik
Laserelektroplätering är en ny högenergistråleelektroplätering, som är av stor betydelse för produktion och reparation av mikroelektroniska enheter och storskaliga integrerade kretsar.För närvarande, även om principen om lasergalvanisering, laserablation, plasmalaseravsättning och laserstråle fortfarande är under forskning, har deras teknologier tillämpats.När en kontinuerlig laser eller pulslaser bestrålar katodytan i galvaniseringsbadet, kan inte bara avsättningshastigheten av metall förbättras avsevärt, utan även datorn kan användas för att styra laserstrålens bana för att erhålla den oskärmade beläggningen av förväntad komplex geometri.
Tillämpningen av lasergalvanisering i praktiken är huvudsakligen baserad på följande två egenskaper:
(1) Hastigheten i laserbestrålningsområdet är mycket högre än galvaniseringshastigheten i kroppen (cirka 103 gånger);
(2) Lasers kontrollförmåga är stark, vilket kan få den nödvändiga delen av materialet att fälla ut den erforderliga mängden metall.Vanlig elektroplätering sker på hela elektrodsubstratet, och galvaniseringshastigheten är långsam, så det är svårt att bilda komplexa och fina mönster.Laserelektroplätering kan justera laserstrålen till mikrometerstorlek och utföra oskärmad spårning på mikrometerstorlek.För kretsdesign, kretsreparation och lokal avsättning på mikroelektroniska kontaktkomponenter blir denna typ av höghastighetskartläggning mer och mer praktisk.
Jämfört med vanlig galvanisering är dess fördelar:
(1) Snabb deponeringshastighet, såsom laserguldplätering upp till 1 μ M/s, laserkopparplätering upp till 10 μ M/s, laserjetguldplätering upp till 12 μ M/s, laserjetkopparplätering upp till 50 μ m/s;
(2) Metallavsättning sker endast i laserbestrålningsområdet, och lokal avsättningsbeläggning kan erhållas utan skärmningsåtgärder, vilket förenklar produktionsprocessen;
(3) Beläggningsvidhäftningen är avsevärt förbättrad;
(4) Lätt att realisera automatisk kontroll;
(5) Spara ädla metaller;
(6) Spara utrustningsinvesteringar och bearbetningstid.
När en kontinuerlig laser eller impulslaser bestrålar katodytan i galvaniseringsbadet kan inte bara avsättningshastigheten av metall förbättras avsevärt, utan även datorn kan styra laserstrålens rörelsespår för att erhålla den oskärmade beläggningen med det förväntade komplexet geometri.Den nuvarande nya tekniken för laserjetförstärkt galvanisering kombinerar den laserförstärkta galvaniseringstekniken med sprutning av galvaniseringslösningen, så att lasern och pläteringslösningen samtidigt kan skjuta till katodytan, och massöverföringshastigheten är mycket snabbare än massöverföringshastigheten av mikroomrörningen orsakad av laserbestrålning, vilket således uppnår en mycket hög avsättningshastighet.

Framtida utveckling och innovation
I framtiden kan utvecklingsriktningen för laserytbehandling och additiv tillverkningsutrustning sammanfattas enligt följande:
·Hög effektivitet – hög bearbetningseffektivitet, som möter den snabba produktionsrytmen för modern industri;
·Hög prestanda – utrustningen har diversifierade funktioner, stabil prestanda och är lämplig för olika arbetsförhållanden;
·Hög intelligens – intelligensnivån förbättras ständigt, med mindre manuella ingrepp;
·Låg kostnad – utrustningskostnaden är kontrollerbar och kostnaden för förbrukningsvaror reduceras;
· Anpassning – personlig anpassning av utrustning, exakt service efter försäljning,
·Och blandning – kombinera laserteknik med traditionell processteknik.
Posttid: 2022-09-17