
Med fördelarna med låg kostnad, hög effektivitet och bred tillämpning är laserbehandlingsteknik den mest avancerade tillverkningstekniken i samtida era, som representerar utvecklingstrenden för den framtida tillverkningsindustrin.
Tillämpningen av tiotusenwatts laserbehandlingsteknik breddar och uppgraderar applikationsområdena ytterligare.Med den gradvisa mognad av tekniken har tiotusentals watt laser blivit allmänt erkänd av marknaden.Dessutom behöver den nationella industriella uppgraderingen akut avancerad teknik för att ersätta den traditionella processen.tiotusentals watt laser är en stigande trend, och framtiden har kommit!

Enligt konsumtionsanalysen av Kinas stålindustri är för närvarande de viktigaste tillämpningsindustrierna för stål konstruktion, maskiner, bilar och energi, följt av varvsbyggnad och elektriska hushållsapparater, de flesta av dessa industrier använder medelstora och tunga plåtar.Plasmaskärning, flamskärning, vattenskärning, trådskärning etc. används vid traditionell bearbetning av medelstora och tjocka plåtar.Det finns dock några problem, såsom plasma kan inte skära små hål, dålig dimensionsnoggrannhet, stor termisk påverkan, kan inte skära små delar, breda slitsar och avfallsmaterial;flamskärning kan bara skära kolstål, inte icke-järnmetaller, och skärhastigheten är långsam;vattenskärningen förorenar vattenkvaliteten;trådskärningshastigheten är långsam och förbrukningsvarorna är stora;stansförlusten är stor och verktygskostnaden är hög.
Traditionella bearbetningsmetoder
Fall 1: Växel
Applikationsindustri: anläggningsmaskiner, järnvägstransport, automationsutrustning etc.

Tiotusentals watts laserutrustning har unika fördelar vid skärning av tjocka plåtar, och dess förmåga att bearbeta högprecisionsdetaljer är också extremt stark.För samma kugghjulsarbetsstycke (som visas i följande figur till exempel), kommer den höga temperaturen som genereras under plasmaskärning att passivisera kugghjulets skarpa vinkel, och skärändytan är grov och inte slät med låg precision, därför, en fräsning maskinen krävs för att avsluta bearbetningen av det runda vinkeldrevet till ett skarpt vinkelhjul för andra gången.Den skarpa vinkeln kan skäras ut på en gång genom att använda tiotusentals watts laserskärning, och sektionen är slät, vilket kan uppfylla kraven för flyg-, elkraftsutrustning, petroleumutrustning och biltillverkning och andra industrier med höga precisionskrav.
Prov: 500 mm diameter kugghjul, 12 mm tjocklek, kolstål, R1 mm skarp vinkel, 42 skarpa vinklar;
| Bearbetningsmetod | Traditionell bearbetning | 12KW laser | 20kW laser |
| Utrustning som behövs | 300A plasmaskärningsutrustning, gradningsmaskin, fräsmaskin | Tiotusentals watt laserutrustning | Tiotusentals watt laserutrustning |
| Antal personal som krävs | 2 personer | 1 person | 1 person |
| Erforderlig bearbetningsposition | 3 sorter | 1 | 1 |
| Krävs sekundär bearbetning | Andra slipning, efterbehandling | Direkt formning | Direkt formning |
| Skärhastighet | 3,9 m/min 3,9 m/min | 5,5 m/min 5,5 m/min | 8,5 m/min 8,5 m/min |
| Behandlingstid | 227min5s (plasmaskärning: 2min6s + slipning: 38S + fräshörn: 2min21s + stationsöverföring och demontering: 22min) | 1min30s 1min30s | 58:or 58:or |
| Bearbetningskostnad | 8,47 yuan (plasma + gradningsmaskin + fräsmaskin + 2 arbetstimmar, enhetspris: 1,03 yuan / m, konturlängd: 8,22 m) | 1,62 yuan (enhetspris: 0,197 yuan / m, konturlängd: 8,22 m) | 1,37 yuan (enhetspris: 0,167 yuan / m, konturlängd: 8,22 m) |
Fall 2: gardinvägg i aluminium, fönsterdekoration i aluminium
Applikationsindustri: bygg- och gardinväggsindustri

För komplex grafik kan den traditionella bearbetningsmetoden inte slutföras på en gång, vilket kräver kombinationen av flera utrustningar och teknik, och resultatet är ofta otillfredsställande.Den flexibla lasertekniken kan dock bearbeta vilken grafik som helst med en utrustning, och hastigheten och effekten är bortom de traditionella bearbetningsmetoderna.Om man tar figuren av en gardinvägg av tjock plåt som ett exempel (arbetsstycket i följande figur som ett exempel), kräver den traditionella bearbetningsmetoden för aluminiumgardinvägg och fönsterdekoration med 10-25 mm plåttjocklek kombinationen av graveringsmaskin och trådskärning .Graveringsmaskinen kan inte göra skarpa hörn, och kostnaden för trådskärning är hög, effektiviteten är extremt låg och storleken är begränsad.Om tiotusenwatts laserbearbetning används kan en utrustning färdigställas på en gång, med hög hastighet, låg kostnad, bra ytfinish, och kan även bearbeta olika storskaliga komplexa mönster.
Prov: fönsterdekoration med aluminiumlegering, 12 mm tjock, oregelbunden ritning
| Bearbetningsläge | Traditionell bearbetning | 12KW laser | 20kW laser |
| Utrustning som behövs | Graveringsmaskin + trådskärmaskin | Tiotusentals watt laserutrustning | Tiotusentals watt laserutrustning |
| Antal personal som krävs | 2 personer | 1 person | 1 person |
| Erforderlig bearbetningsposition | 2 sorter | 1 | 1 |
| Krävs sekundär bearbetning | Behöver sekundär behandling (gradning, oljeförorening) | Direkt formning utan slipning | Direkt formning utan slipning |
| Skärhastighet | Gravyrmaskin: djup 0,3 mm, matningshastighet 1 m/min, trådkapning 2000 mm²/h | 2,5 m/min | 4,5 m/min |
| Behandlingstid (12 mm aluminiumlegering, bearbetningstid per meter) | Gravyrmaskin: 40min Trådskärmaskin: 2h | 24s | 13s |
| Bearbetningskostnad (yuan/m) | Graveringsmaskin: 40 yuan (enhetspris: 60 yuan / timme) Trådskärmaskin: 20 yuan (enhetspris: 10 yuan / timme) | 0,52 yuan | 0,34 yuan |
Fall 3: genomgående hålskiva
Tillämpningsindustri: petroleum, naturgas, metallurgi.
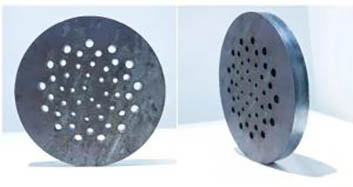
Den traditionella bearbetningstekniken måste använda form och skärare för att hjälpa till vid bearbetningen, vilket begränsar bearbetningen av en del grafik.Om de grafiska data ändras måste formen göras om.Formkostnaden är hög, modifieringstiden är lång och den kan inte formas på en gång.Laserbehandlingen har dock hög flexibilitet, kan bearbeta godtycklig grafik och kan när som helst modifiera produktdesignen enligt kundens behov, och bearbetningskvaliteten är hög.Vid skärning av små hål (som exempelvis visas i följande figur) kan plasmaskäröppningens minsta diameter endast vara ungefär lika med plåtens tjocklek, det vill säga 25 mm tjock stålplåt kan endast bearbetas med en håldiameter större än eller lika med 25 mm;medan den minsta håldiametern som bearbetas av tiotusentals laserskärning kan nå 20 % av tjockleken på den bearbetade plattan, det vill säga den 25 mm tjocka stålplattan kan bearbetas med en håldiameter på 5 mm, som kan skäras ut i tjockleken metallplåt med olika öppningar på en gång.
Prov: 500 mm diameter skiva, 25 mm tjocklek, kolstålmaterial, bearbetning 4, 6, 8, 10 mm raka genomgående hål, 50 stycken;
| Bearbetningsmetod | Traditionell bearbetning | 12KW laser | 20kW laser |
| Utrustning som behövs | 300A plasmaskärningsutrustning, gradningsmaskin, fräsmaskin, borrmaskin | Tiotusentals watt laserutrustning | Tiotusentals watt laserutrustning |
| Antal personal som krävs | 3 personer | 1 person | 1 person |
| Erforderlig bearbetningsposition | 4 sorters (byt ut 4 sorters borrkronor) | 1 | 1 |
| Krävs sekundär bearbetning | Andra slipning, efterbehandling | Direkt formning | Direkt formning |
| Skärhastighet | 1,9 m/min | 1,1 m/min | 1,5 m/min |
| Behandlingstid | 56min6s (plasmaskärning: 4min14s + slipning: 38S + fräsning vertikalt: 1min34s + borrning: 16min40s + stationsöverföring och demontering: 33min) | 7min19s | 5min22s |
| Bearbetningskostnad | 52,23 yuan (plasmaskärenhetspris: 1,42 yuan / m, ytterkonturlängd: 1,57 m, hålenhetspris: 1 yuan / styck, 50 stycken) | 9,18 yuan (enhetspris: 1,14 yuan / m, konturlängd: 8,05 m) | 8,53 yuan (enhetspris: 1,06 yuan / m, konturlängd: 8,05 m) |
Kombinationen av kvantitet, hög hastighet, bra kvalitet och låg kostnad är produktivitet.För tillverkningsindustrin innebär avancerad produktivitet hög effektivitet och låg kostnad baserad på hög kvalitet.
Posttid: 2021-05-05