
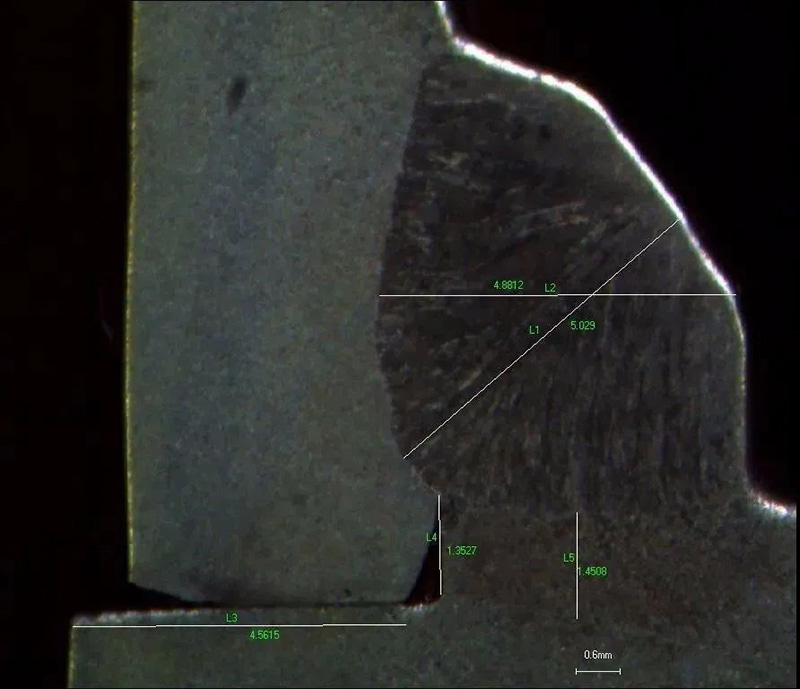
Vad är svetspenetration?Det hänvisar till smältdjupet för oädel metall eller främre svetssträng på tvärsnittet av svetsfogen.
Svetsfogar inkluderar: svetsfog (0A), smältzon (AB) och värmepåverkad zon (BC).
Steg 1: Provtagning
(1) Skärposition för svetspenetreringsprov: a.Undvik start- och stopplägen
b.Skär av 1/3 av svetsärret
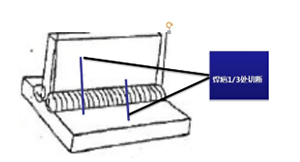
c.När svetsärrets längd är mindre än 20 mm, skär av i mitten av svetsärret.
(2) Skärning
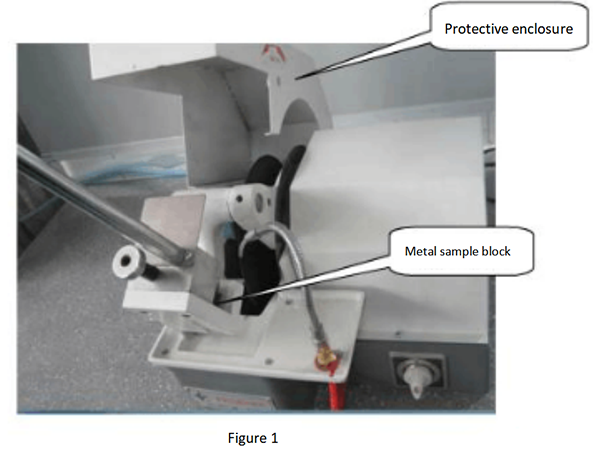
A. Anslut strömförsörjningen och kontrollera om mätutrustningen uppfyller testkraven;Som visas i figur 1 öppnar du skyddshuset på den metallografiska skärmaskinen och installerar metallprovblocket som ska testas.
(Obs: Se till att fixa metallblocket helt!)
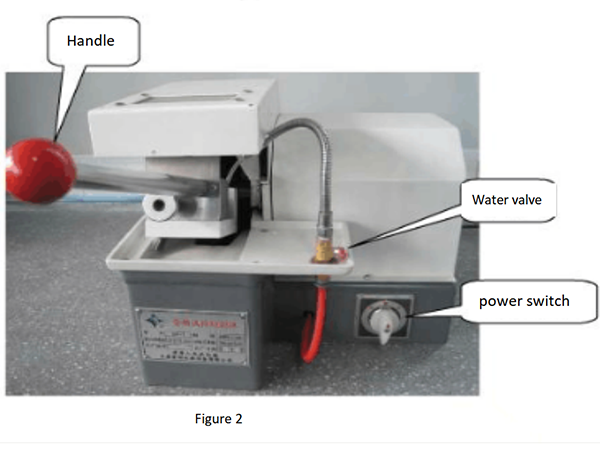
b.Som visas i figur 2, stäng det skyddande skalet på den metallografiska skärmaskinen, öppna vattenventilen och slå på strömbrytaren;Håll i handtaget på den metallografiska skärmaskinen och tryck det sakta nedåt för att skära av metallprovet.Efter kapning ska längden, bredden och höjden på metallprovet vara mindre än 4 mm.Stäng vattenventilen, stäng av strömmen och ta ut metallprovet.
b.Som visas i figur 2, stäng det skyddande skalet på den metallografiska skärmaskinen, öppna vattenventilen och slå på strömbrytaren;Håll i handtaget på den metallografiska skärmaskinen och tryck det sakta nedåt för att skära av metallprovet.Efter kapning ska längden, bredden och höjden på metallprovet vara mindre än 4 mm.Stäng vattenventilen, stäng av strömmen och ta ut metallprovet.
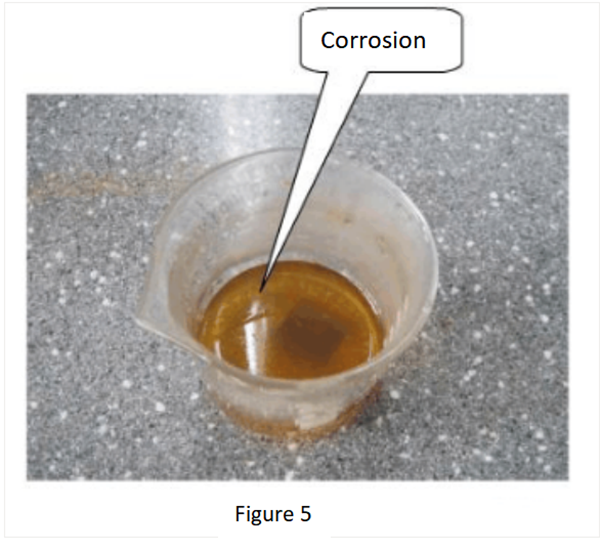
Steg 3: Korrosion
(1) Som visas i Fig. 5, använd absolut alkohol och salpetersyra för att förbereda korrosionslösning (3-5 % salpetersyra och alkohol) i mätbägaren, lägg metallprovet i korrosionslösningen eller använd en liten borste för att tvätta skärytan för korrosion.Korrosionstiden är cirka 10-15 sekunder, och den specifika korrosionseffekten måste inspekteras visuellt.
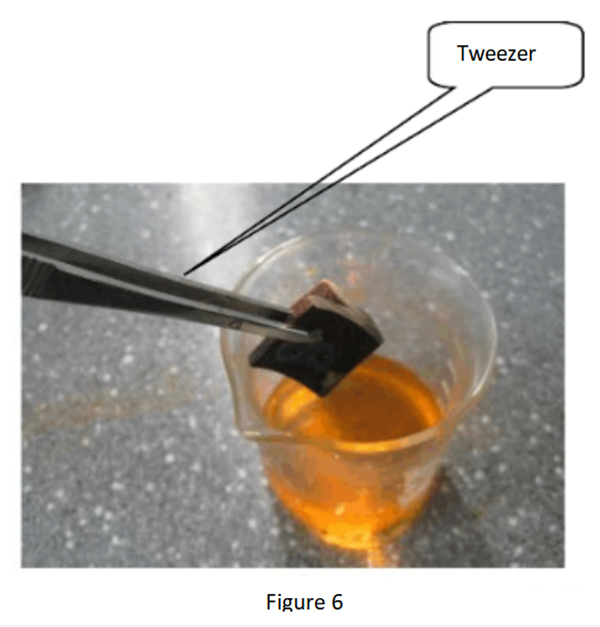
(2) Som visas i Fig. 6, efter korrosionen, ta ut metallprovblocket med en pincett (observera: rör inte korrosionsvätskan med händerna) och rengör korrosionslösningen på ytan av metallprovblocket med ren vatten.
(1) Föna
Steg 4: Inspektionsmetod för svetspenetration
| T (mm) är plåttjockleken | |||
| Gammalt riktmärke | Nytt riktmärke | ||
| Plåttjocklek | Penetrationsdatum | Plåttjocklek | Penetrationsdatum |
| ≤3,2 | Över 0,2 * t | t≤4,0 | Över 0,2 * t |
| 4.0<t≤4.5 | Över 0,8 | ||
| 3,2~4,5 (inklusive 4,5) | Över 0,7 | 4,5<t≤8,0 | Över 1,0 |
| t=9,0 | Över 1.4 | ||
| >4.5 | Över 1,0 | t≥12,0 | Över 1,5 |
| Obs: Svetsningen av tunnplåt och tjockplåt baseras på den tunna plåten | |||
(1.2) Svetspenetrationsdatum (med benlängd som indikerar penetration)
| L (mm) är fotlängden | |
| Fotlängd | Penetrationsdatum |
| L≤8 | Över 0,2 * L |
| L>8 | över 1,5 mm |
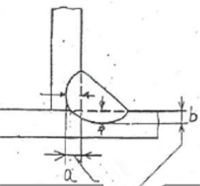
(2) Mätning av svetspenetration (avstånd a och b är svetspenetration)

(3) Inspektionsverktyg för svetspenetration
Steg 5: Inspektionsrapport av svetsgenomträngning och förvaring av prover
(1) Inspektionsrapport för svetspenetration:
a.Tillägg av tvärsnittsdiagram av den inspekterade delen
b.Markera mätpositionen för svetsgenomföring i diagrammet
c.Datatillägg
(2) Föreskrifter om bevarande av svetspenetreringsprover:
a.Lagring av ram S-delar i 13 år
b.Allmänna delar ska bevaras i 3 år
c.Om annat anges på ritningen ska den genomföras enligt ritningskraven
(Penetrationsinspektionsytan kan klistras med transparent lim för att fördröja rost)
Posttid: 2022-12-22